您好,歡迎來到秋山科技(東莞)有限公司!
全國免費服務(wù)熱線
18922517093您好,歡迎來到秋山科技(東莞)有限公司!
全國免費服務(wù)熱線
18922517093shinnetsu護(hù)套加熱器的制作過程講解
我們將按一般步驟進(jìn)行說明。對于特殊護(hù)套加熱器,我們根據(jù)具體情況采用最佳程序進(jìn)行制造。
請注意,本節(jié)僅包含表面內(nèi)容,因為某些內(nèi)容與 Shinnetsu Kogyo 的專有技術(shù)相沖突。
我們不會發(fā)布設(shè)備等的照片,敬請諒解。
首先,我將向您展示一般的生產(chǎn)流程。
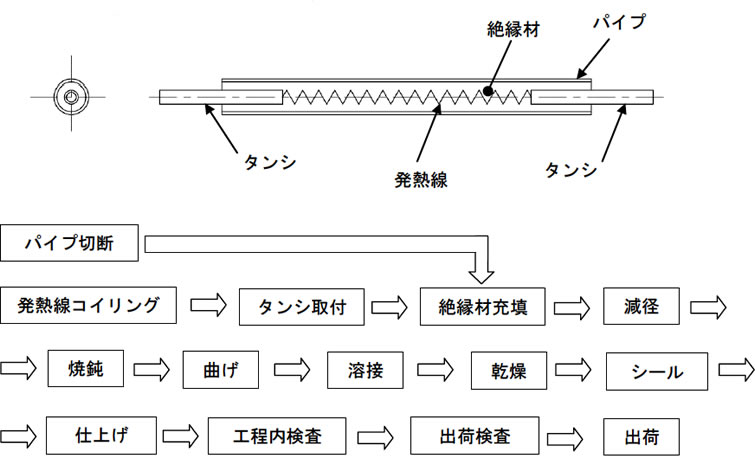
按設(shè)計值切割鎧裝加熱管。切割面的內(nèi)側(cè)和外側(cè)均進(jìn)行倒角。
將具有設(shè)計規(guī)定外徑的電熱絲按照設(shè)計規(guī)定的卷繞直徑卷繞成線圈形狀。
繞完后,按設(shè)計規(guī)定的電阻值進(jìn)行切斷。
a. 對于護(hù)套加熱器(兩側(cè)為棕褐色)
Shinnetsu Kogyo有兩種繞線方法:單繞線和串聯(lián)繞線。
?
由于電熱絲為單根纏繞,因此電路為串聯(lián)電路。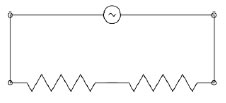
?由于兩根電熱絲串聯(lián)纏繞
,因此電路成為并聯(lián)電路。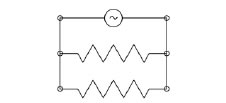
串聯(lián)繞組的回路電阻是單根電熱絲的1/2,因此是容量較大的護(hù)套加熱器的制造方法。
護(hù)套加熱器使用兩種類型的電熱絲:圓絲和帶狀絲。一般為圓線。
即使單條導(dǎo)線也可以具有較大的截面積,因此即使使用單繞組也可以產(chǎn)生類似于圓線串聯(lián)繞組的電阻值。
電熱絲的材質(zhì)一般為JIS標(biāo)準(zhǔn)NCH-1(鎳鉻絲)。
(部分產(chǎn)品使用特殊材料制成的電熱絲。)
b. 對于筒式加熱器
Shinnetsu Kogyo 有兩種類型的卷繞方法,稱為普通筒式加熱器和外繞式筒式加熱器。
?
卷繞方法與普通筒式加熱器護(hù)套加熱器(雙面)相同。繞制方法有單繞和串聯(lián)繞制兩種。
護(hù)套加熱器(兩側(cè))使用直線盤繞的電熱絲,但如果是普通的筒式加熱器,則需要在管道內(nèi)掉頭,然后從管道的一側(cè)取出電熱絲的兩端。管道。
電熱絲通過將其穿過MgO成型體(帶孔的圓筒形狀)的孔來組裝。
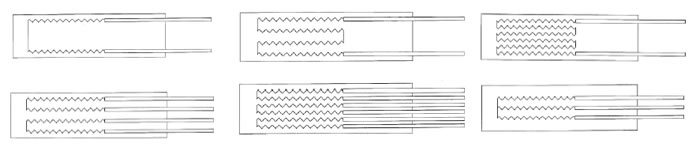
如上圖所示,普通的筒式加熱器可以設(shè)計多種電路配置,因此可以制造的電阻值范圍相當(dāng)廣泛,使我們能夠滿足廣泛的要求。
?外繞式筒式加熱器的特點是,將相對較細(xì)的電熱絲纏繞在
稱為芯體的氧化鎂成型品(帶孔的圓筒形)的外側(cè),并將電熱絲盤繞起來。
電熱絲直徑如果設(shè)計值很細(xì)(約φ0.2或更小),則在“縮徑"過程中,管道會變得更細(xì),因此,如果在此過程中電熱絲很細(xì),則存在被損壞的風(fēng)險。壓縮和彎曲
就是這種情況下使用的卷繞方法
加熱器電路的結(jié)構(gòu)是一個磁芯作為并聯(lián)電路中的加熱器,因此如果連接多個磁芯,則它會成為與磁芯數(shù)量相應(yīng)的并聯(lián)電路中的加熱器。

由于這種結(jié)構(gòu),加熱器長度相對較短,該產(chǎn)品適用于容量不大的加熱器。
(長度約為200mm,容量為1000W以下,當(dāng)然也可以生產(chǎn)其他規(guī)格。如果不確定,請聯(lián)系信越工業(yè)。)
圖 23 顯示了 Shinnetsu Kogyo 的外繞筒式加熱器的示例。

外部筒式加熱器的產(chǎn)品示例
(圖 23)
盤繞的電熱絲通過焊接連接到稱為“tanshi"的圓棒上,該圓棒用作功率引入部件。
電流流過水箱,因此會產(chǎn)生熱量。在上述流程中,在護(hù)套加熱器的口部施加防潮密封的過程稱為“密封"。此時,我們根據(jù)密封材料的耐熱溫度,根據(jù)自發(fā)熱量計算出門檻部分的溫度,并決定門檻的材料,使其不超過密封材料的耐熱溫度。密封材料。
由于這是焊接工作,因此只有通過內(nèi)部認(rèn)證測試的工人才能執(zhí)行此操作。
接下來,將帶有隔熱罩的電熱絲插入管道中,并填充絕緣材料(MgO)。
Shinnetsu Kogyo 有兩種填充方法。
?塊狀填充
主要用于筒式加熱器。
① 按照b.節(jié)中對普通筒式加熱器和外繞式筒式加熱器的說明,將每個 MgO 成型品的電熱絲插入管道中,然后將 MgO 粉末填充到管道中的間隙中。
由于它是手工組裝的,所以這不是一種非常有效的方法。
對于護(hù)套加熱器(兩側(cè)),如果無法機(jī)器填充,則使用塊填充。
?
主要用于帶護(hù)套加熱器(雙面棕褐色)的機(jī)器灌裝。
將帶有隔熱罩的電熱絲插入管道中。一根相當(dāng)復(fù)雜的管子(稱為填充管)穿過管子和電熱絲之間的間隙。氧化鎂粉末從該填充管的末端出來并填充管子和電熱絲之間的間隙。
放入設(shè)備后,設(shè)備自動填充氧化鎂粉,提高工作效率。
接下來,我們減小填充絕緣材料(MgO)的加熱器的直徑,以增加內(nèi)部絕緣材料的密度。
4.④ 在c節(jié)中,我們解釋了MgO的弱點是其傳熱率(熱導(dǎo)率)較低,約為普通金屬的1/10或更低。電導(dǎo)率)與直徑減小過程中使用的 MgO 的密度密切相關(guān)。一般來說,如果加熱器內(nèi)部的MgO的密度至少為2.7g/cm 3
或更高,則作為護(hù)套加熱器就會出現(xiàn)性能問題。 當(dāng)然,鎧裝加熱器內(nèi)氧化鎂的填充密度越高,傳熱效果越好。
就導(dǎo)熱性而言,僅僅0.1g/cm 3的密度差異就可以顯著改變熱量傳遞的方式。
作為鎧裝加熱器的制造商,這是一個尤為重要的工序。
這是一種熱處理,旨在消除管子在縮徑過程中發(fā)生的加工硬化。
一般稱為“固溶熱處理"。
將管道的金屬結(jié)構(gòu)恢復(fù)到加工硬化之前的正常狀態(tài)。
(對于不銹鋼金屬,我們使用諸如“回復(fù)到奧氏體晶粒"之類的詞。)
如果加熱器在沒有退火的情況下彎曲,管子就會破裂,所以作為護(hù)套加熱器制造商,我們,是一個特別重要的過程。
這項工作只能由內(nèi)部經(jīng)過認(rèn)證的工人來完成。
但是,這不適用于不彎曲的護(hù)套加熱器(短筒式加熱器)。
這是信越工業(yè)的專業(yè)加工。
該技術(shù)對于滿足客戶要求、提高加熱器的性能等具有重要意義。
用于液晶和半導(dǎo)體器件的板式加熱器具有復(fù)雜的凹槽來嵌入護(hù)套加熱器。 Shinnetsu Kogyo 擁有出色的護(hù)套加熱器彎曲技術(shù),可以適應(yīng)復(fù)雜的凹槽加工。
另外,如第 3.① f 節(jié)所述,信越工業(yè)的燃?xì)饧訜崞骶哂芯o湊的罐體,可以通過彎曲護(hù)套加熱器來插入長加熱器,并且具有低 Sd(功率密度)。可以安心使用。
護(hù)套加熱器的各個部件均采用TIG(Tungsten Inert Gas的縮寫,意為鎢極惰性氣體保護(hù)焊)制成。電極棒采用非消耗材料鎢,并在電弧中熔化另一種填充金屬。焊接在流動氬氣的同時進(jìn)行以防止氧化。其大部分零件是在縮徑后的細(xì)管上完成的。在這種薄管上進(jìn)行 TIG 焊接是一項相當(dāng)困難的工作,如果由經(jīng)驗不足的工人進(jìn)行,焊道將穿透管道并導(dǎo)致產(chǎn)品不合格。
在信越工業(yè),我們不僅指派獲得日本焊接協(xié)會“不銹鋼焊接資格證書"的焊接工人,而且還進(jìn)行充分的內(nèi)部培訓(xùn),只雇用通過內(nèi)部認(rèn)證考試的工人。進(jìn)行。
除TIG焊接外,還有采用銀釬焊的產(chǎn)品。與 TIG 工作一樣,這項工作僅由通過內(nèi)部認(rèn)證測試的工人執(zhí)行。
在接下來的工序中,會對加熱器的口部進(jìn)行防潮密封,但在此之前,此工序是要將加熱器內(nèi)部的濕氣趕出,并將絕緣電阻調(diào)整到合適的值。
將加熱器在干燥箱中保持一定的時間和一定的溫度,排出加熱器內(nèi)部的水分。
在信越工業(yè),根據(jù)使用環(huán)境和環(huán)境溫度,我們使用兩種類型的密封材料。
玻璃密封件
通常使用含鉛玻璃,但為了應(yīng)對環(huán)境問題,也可使用無鉛玻璃。
兩者的耐熱溫度名義上均為200℃以下。
密封材料是耐高溫類型。
有兩種方法可以做到這一點:將玻璃放入加熱器口并在熔爐中熔化,并用煤氣燃燒器加熱加熱器口使其熔化。
只有通過內(nèi)部認(rèn)證測試的工人才能執(zhí)行測試。
環(huán)氧樹脂密封
Shinnetsu Kogyo 僅使用一種環(huán)氧樹脂,并且是 UL 認(rèn)證產(chǎn)品。
標(biāo)稱耐熱溫度為100℃以下。
密封材料是低溫兼容類型。
工作方法是將環(huán)氧樹脂倒入加熱器口內(nèi),在爐內(nèi)硬化。
與玻璃密封類似,這只能由通過內(nèi)部認(rèn)證測試的工人執(zhí)行。
在信越工業(yè),我們使用玻璃密封和環(huán)氧密封作為主密封,作為輔助密封,我們使用RTV橡膠(硅橡膠,室溫硫化的縮寫。RTV橡膠嚴(yán)格來說是一種在室溫下硬化的液體橡膠。)用于二次密封。
簡而言之,它被稱為“精加工"過程,但這個過程的內(nèi)容根據(jù)產(chǎn)品的不同而有很大差異。
簡單來說,就是在密封工序之后,將加熱器組裝起來的整個過程。
將絕緣體連接到加熱器口
安裝螺母等
引線點焊
清潔熱、插頭加熱器、板式法蘭加熱器等加熱器的組裝
這是制造部門在生產(chǎn)過程中進(jìn)行的檢查檢查。
大部分工作都在“精加工過程"中進(jìn)行,但也有一些檢查是在焊接后進(jìn)行的。
尺寸檢驗
目視檢查
連續(xù)性測試(電阻測量)
絕緣電阻測試(確認(rèn)加熱器絕緣層的完整性)
耐壓試驗(加熱器絕緣層破壞性試驗)
射線檢查(確認(rèn)加熱部分的長度并檢查加熱絲的節(jié)距不均勻、蛇行等)
浸水試驗(確認(rèn)加熱器口密封是否牢固)
壓力測試(確認(rèn)焊接件和銀釬焊件的牢固性)
He泄漏測試(確認(rèn)真空產(chǎn)品焊接件和銀釬焊件的完整性)
品質(zhì)部的檢驗科將進(jìn)行此操作并確定產(chǎn)品是否可以發(fā)貨。
人員巡檢
尺寸檢驗
目視檢查
連續(xù)性測試(電阻測量)
絕緣電阻測試(確認(rèn)加熱器絕緣層的完整性)
耐壓試驗(加熱器絕緣層破壞性試驗)
射線檢測(確認(rèn)加熱部分末端的位置并檢查加熱絲的節(jié)距不均勻、蛇行等)
我們將對通過運輸檢驗的產(chǎn)品進(jìn)行包裝。
Shinnetsu Kogyo是一家定制公司,因此我們擁有各種各樣的產(chǎn)品。
因此,雖然簡單地稱為包裝,但根據(jù)產(chǎn)品的不同,其步驟也有所不同。
我們了解每種產(chǎn)品的特點,為每種產(chǎn)品選擇最佳的包裝方法,以避免運輸過程中的損壞,并努力確保高質(zhì)量的產(chǎn)品完好無損地到達(dá)我們的客戶手中。
